
Китай: инновации в листовом металле?
2026-02-15
Когда слышишь про инновации в листовом металле из Китая, многие сразу думают о дешёвом массовом производстве. Но это уже давно не так, если копнуть глубже. Речь идёт не просто о станках, а о подходе: как проектируют, как интегрируют процессы, и где на самом деле кроется прогресс. Часто упускают из виду, что ключевые изменения происходят в связке между инжинирингом и непосредственно цехом.
Откуда растут ноги у ?китайских инноваций?
Начну с банального, но важного: драйвером стала внутренняя потребность. Китайский рынок телеком-оборудования, энергетики, промышленной автоматизации рос бешеными темпами, и стандартные решения перестали удовлетворять. Заказчикам нужны были шкафы и шасси под конкретные, часто стеснённые условия монтажа. Вот тут и начался сдвиг от ?штамповки типовых коробок? к нестандартному проектированию. Это не про изобретение нового сплава, а про то, как быстро и точно перевести идею клиента в чертёж, а потом в металл.
Я видел, как работают некоторые местные цеха. Упор делается не на один супер-станок, а на цифровую цепочку. САПР (скажем, SolidWorks) напрямую связывают с программами для лазерной резки или ЧПУ гибки. Это сокращает время на подготовку производства в разы. Но и здесь есть нюанс: софт часто свой, доработанный, что снаружи не видно. Поэтому европейский коллега, глядя на готовое изделие, может и не понять, в чём именно фишка.
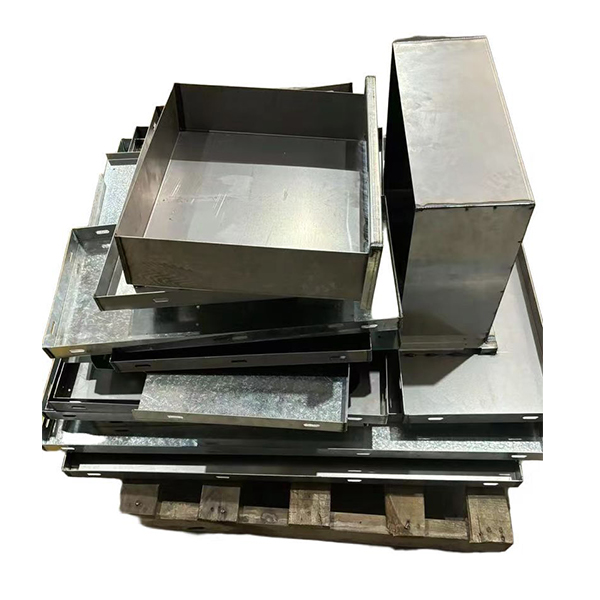
Возьмём, к примеру, компанию ООО Субанг Металлические изделия (Наньтун). Заглянул на их сайт subangmetal.ru – они как раз заявляют о специализации на нестандартном проектировании и производстве. В их описании чётко виден тренд: серверные шасси, сетевые шкафы, но с акцентом на ?нестандартность? и наличие ЧПУ штамповочных станков для точного согласования. Это типичный пример фирмы, которая выросла на запросах рынка подрядного производства для промышленности и IT. Их работа – это и есть часть той самой инновационной экосистемы, только на практическом, прикладном уровне.
Оборудование: не только ?купили и поставили?
Да, китайские производители активно скупают немецкие и японские станки. Но инновация часто в адаптации. Тот же волоконный лазер – его могут доработать под специфические материалы, которые часто идут на экспорт, например, оцинкованную сталь определённой толщины для уличных шкафов. Программное обеспечение для управления этим лазером дописывают, чтобы оптимизировать раскрой и минимизировать отходы для мелкосерийных партий. Это не всегда афишируется, но даёт реальную экономию.
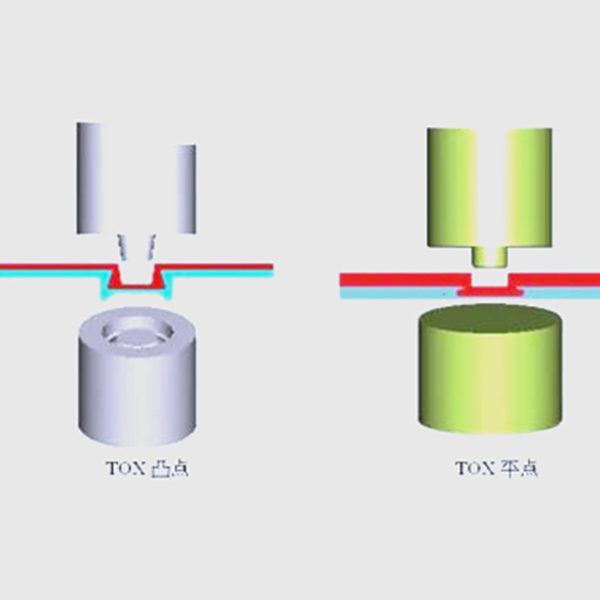
Помню историю с гибочным прессом с ЧПУ. Теоретически, загрузил программу – и он гнёт. На практике, для сложных профилей с несколькими гибами под разными углами часто возникали проблемы с пружинением материала. Местные инженеры не просто полагались на данные производителя станка, а эмпирически набирали библиотеку поправочных коэффициентов для разных марок стали и даже разных партий. Эта библиотека – их ноу-хау, результат множества проб и ошибок.
Где случаются провалы
Не всё гладко. Однажды наблюдал, как пытались внедрить систему автоматического визуального контроля сварных швов. Дорогущая камера, софт для анализа. Но в реальных условиях цеха – пыль, переменное освещение, разные углы. Система давала сбой. В итоге проект свернули, вернулись к комбинации ручного контроля и выборочных замеров координатно-измерительной машиной. Инновация ради инновации не работает. Нужно чёткое понимание: решит ли это конкретную проблему цеха, или это просто ?для галочки?.
Материалы и логистика как часть уравнения
Инновации в металлообработке – это ещё и про материалы. Всё чаще запрашивают алюминиевые сплавы для облегчения конструкций или нержавейку с особым покрытием для агрессивных сред. Китайские производители стали очень гибкими в закупке сырья. Они могут оперативно найти поставщика специфического проката, потому что их собственные поставщики – часто тоже локальные, связи налажены годами.
Но здесь кроется ловушка для неопытного заказчика. ?Инновационный? дизайн может упираться в доступность материала нужного качества в нужный срок. Приходится идти на компромиссы в толщине или марке стали уже на этапе проектирования. Профессионалы, вроде тех же специалистов из Субанг, всегда закладывают этот фактор в диалог с клиентом, предлагая альтернативы, которые не скажутся на функциональности, но удешевят и ускорят процесс. Это и есть практическая мудрость.
Логистика деталей после обработки – отдельная головная боль. Когда делаешь сложную сборную конструкцию из десятков гнутых деталей, важно, чтобы они хранились и транспортировались без деформации. Видел, как в некоторых цехах внедряли простые, но эффективные системы маркировки и укладки в транспортные контейнеры с помощью сканеров. Это снизило количество ошибок при сборке у заказчика на 30%. Казалось бы, мелочь, но для итогового качества – огромный плюс.
Культура производства: самое неуловимое
Вот что сложно скопировать, так это культуру. Раньше в китайских цехах царил принцип ?сделали – проверили – переделали?. Сейчас, особенно на предприятиях, работающих на экспорт или с международными компаниями, внедряется превентивный подход. Контроль качества вшивается в каждый этап: приёмка металла, резка, гибка, сварка, покраска.
Но это не происходит по мановению волшебной палочки. Требуются постоянное обучение операторов, причём не только работе на станке, но и пониманию, зачем нужна та или иная допусковая точность. Иногда сталкиваешься с ситуацией, когда молодой инженер придумал отличное конструктивное решение для крепления, но оно требует сверхточного позиционирования отверстий. А в цехе оператор гибочного пресса старой закалки привык работать ?на глазок?. Возникает конфликт. Успешные компании тратят много сил на то, чтобы свести эти два мира – цифрового проектирования и физического производства – воедино.
Пример из практики: серверное шасси
Конкретный кейс: разработка шасси для стоечного сервера под заказ. Запрос: максимум жёсткости при минимальной толщине металла и обязательное обеспечение вентиляции. Стандартная перфорация не подходила по параметрам охлаждения. Решение было найдено в комбинации: лазерная резка сложного профиля рёбер жёсткости + специальный узор перфорации, рассчитанный с помощью CFD-моделирования (имитации потоков воздуха). Это не было изобретением века, но это была эффективная интеграция инженерного анализа и возможностей металлообработки. И сделали это в сжатые сроки, что и стало конкурентным преимуществом.
Так где же инновации?
Подводя неформальный итог, скажу так: искать прорывные инновации в листовом металле Китая в отрыве от контекста – дело неблагодарное. Они не всегда лежат на поверхности в виде фантастического оборудования. Чаще это инновации процесса: скорость перехода от идеи к прототипу, гибкость в работе с нестандартными задачами, умение интегрировать цифровые инструменты в реальное производство и накопленная база практических знаний по работе с материалом.
Это не значит, что всё идеально. Проблем с качеством сырья, кадровым голодом на грамотных технологов и погоней за дешевизной в ущерб долговечности хватает. Но вектор очевиден. Компании, которые хотят не просто штамповать, а решать сложные задачи – а к ним, судя по описанию, относится и ООО Субанг Металлические изделия (Наньтун) – двигаются именно в эту сторону. Они становятся не просто исполнителями, а партнёрами по инжинирингу. И в этом, пожалуй, и заключается главное изменение за последние годы. Так что, отвечая на вопрос из заголовка – да, инновации есть, но смотреть нужно не только на блестящий новый станок в цеху, а на то, как выстроена вся цепочка от чертежа до упакованного изделия.