
Китай: инновации в обработке листового металла?
2026-02-23
Когда слышишь про инновации в обработке металла в Китае, многие сразу думают о дешёвом массовом производстве. Это главное заблуждение, с которым сталкиваешься в отрасли. На самом деле, за последние лет десять всё сместилось в сторону сложного, нестандартного проектирования и адресных решений. Я сам через это прошёл, работая с разными поставщиками, и могу сказать — сейчас там не столько копируют, сколько адаптируют и часто предлагают неожиданные технологические ходы.
От штамповки к интегрированным решениям
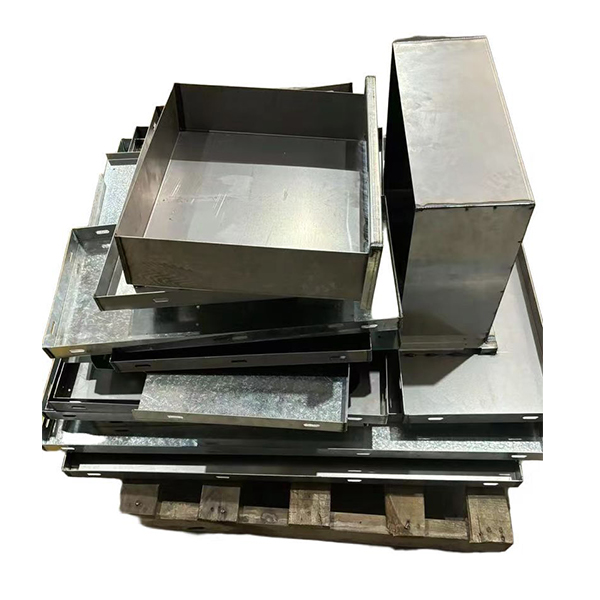
Раньше китайские цеха брали в основном объёмом и простыми операциями: резка, гибка, сварка. Сейчас же фокус — на полный цикл от эскиза до сборки. Взять, к примеру, компанию вроде ООО Субанг Металлические изделия (Наньтун). Зайдёшь на их сайт subangmetal.ru — видно, что специализация это не просто корпуса, а именно нестандартное проектирование. Они сразу заявляют про промышленный контроль, энергетику, телеком-оборудование. Это не случайный набор слов, а чёткое позиционирование под сложные секторы, где нужна индивидуальная разработка.
Что это значит на практике? Допустим, приходит заказ на серверный шкаф для специфической системы охлаждения. Раньше тебе бы прислали чертёж стандартного шасси и сказали: ?Подгоняйте сами?. Сейчас же инженеры с той стороны активно включаются в процесс, предлагают изменения по материалу, конструкции рёбер жёсткости, варианты креплений — чтобы снизить итоговую стоимость сборки и логистики. Это уже другой уровень вовлечённости.
И вот здесь ключевой момент: инновация часто заключается не в изобретении новой машины, а в перестройке процесса. Интеграция CAD/CAM систем с парком ЧПУ-оборудования позволяет быстро переходить от 3D-модели к управляющим программам для лазерной резки или гибки. Точность, конечно, выросла колоссально. Но проблема иногда в другом — в ?переточке? этого самого оборудования под нестандартные, мелкосерийные задачи. Видел случаи, когда для сложного профиля гиба переналадка станка съедала всю выгоду от низкой стоимости работы. Это болезненный момент, который не афишируют.
Оборудование: не только ?бренд?, но и адаптация
Все говорят про немецкие или японские станки на китайских заводах. Да, они есть, и их много. Но интереснее, как их используют. Часто встречаешь гибридные линии: например, японский лазерный комплекс, но оснастка и программные надстройки — собственной разработки. Это позволяет решать задачи, которые на ?стандартном? софте потребовали бы в разы больше времени.
Я как-то сталкивался с заказом на перфорированные панели для вентиляции с очень сложным, почти художественным узором. Логика раскроя для минимизации отходов была нестандартной. Так вот, на одном из производств под Наньтуном инженеры буквально за неделю написали скрипт для оптимизации раскладки, который их штатный софт от производителя станка не умел делать. В итоге вышло дешевле и быстрее, чем рассчитывали. Это и есть та самая прикладная инновация — когда техника заточена под реальные, а не учебные задачи.
Но есть и обратная сторона. Такая глубокая адаптация иногда создаёт проблемы с повторяемостью. Если ключевой инженер уходит, весь наработанный алгоритм может ?повиснуть?. Сталкивался с ситуацией, когда после смены технолога на том же оборудовании и с теми же чертежами качество фальцевого шва на корпусах упало. Пришлось вникать, оказалось, что предыдущий специалист эмпирически подобрал скорость подачи и давление для конкретной марки оцинкованной стали, а эти параметры не были зафиксированы в карте техпроцесса. Момент поучительный.
Материалы и ?скрытые? сложности
Инновации в обработке — это ещё и работа с материалами. Всё чаще запрашивают нержавеющую сталь или алюминиевые сплавы для уличного оборудования. Казалось бы, бери и режь. Но с тонколистовой нержавейкой при лазерной резке без правильного подбора газа и мощности возникает проблема с окалиной по краю, которую потом дорого убирать. Китайские технологи сейчас хорошо научились подбирать режимы, но это знание — результат множества проб и ошибок.
Например, для тех же сетевых шкафов шасси вне шкафа, которые делает Subang, важна не только геометрия, но и состояние поверхности после обработки. Если для монтажа электроники нужна идеальная плоскость, то деформация от термовоздействия при резке — критичный дефект. Видел, как решали эту проблему: внедрили двухэтапный процесс — резка с уменьшенной мощностью, а затем чистовая обработка кромки фрезой на том же станке. Производительность немного упала, но процент брака сократили почти до нуля. Такие решения не пишут в рекламных каталогах, они рождаются в цеху.
Ещё один момент — порошковая покраска. Качество покрытия у ведущих производителей сейчас действительно на уровне. Но инновация здесь в логистике цвета. Раньше для мелкой партии в 10 шкафов ты был привязан к стандартным цветам из каталога RAL, которые есть в наличии. Сейчас же многие, включая упомянутую компанию, внедрили систему колеровки ?по требованию?. Это значит, что можно получить точный цвет заказчика даже для мелкой серии, и это не увеличит сроки на недели. Для сектора телекома, где цветовая идентификация оборудования важна, это серьёзное преимущество.
Культура производства и человеческий фактор
Говоря об инновациях, нельзя сводить всё к железу и софту. Меняется культура производства. Раньше частой проблемой была жёсткая иерархия: решение инженера — закон, даже если оператор станка видит явную проблему. Сейчас, особенно на производствах, работающих на экспорт вроде Subang, больше поощряется обратная связь. Оператор ЧПУ-гибочного центра может предложить изменить последовательность гибов для упрощения сборки.
На собственном опыте убедился: когда для проекта потребовались нестандартные шкафы со сложной внутренней компоновкой, именно предложение от китайских сборщиков по изменению расположения сварных швов спасло проект. По первоначальному чертежу доступ к задним креплениям после сварки был бы невозможен. Они это заметили на этапе планирования операций и предложили альтернативу. Это сэкономило кучу времени и нервов на этапе монтажа на объекте.
Но человеческий фактор — это и риски. Высокая текучка кадров на некоторых заводах остаётся проблемой. Можно иметь самое современное оборудование, но если наладчик недостаточно опытен, вся точность теряется. Поэтому сейчас надёжные партнёры делают ставку на долгосрочные контракты с ключевыми технологами и вкладываются в их обучение. Это, пожалуй, самая важная и наименее заметная со стороны инновация.
Итог: куда это всё движется?
Так куда же движутся инновации в китайской обработке листового металла? На мой взгляд, вектор — в сторону гибких, цифровых и тесно интегрированных с заказчиком производственных ячеек. Уже не просто цех, а скорее инжиниринговый центр с собственными производственными мощностями. Ценность смещается с цены за килограмм отрезанного металла к цене за решённую инженерную задачу.
Компании вроде ООО Субанг Металлические изделия (Наньтун), с их акцентом на нестандартное проектирование и производство, как раз иллюстрируют этот тренд. Их сайт — это не просто витрина продуктов, а демонстрация компетенций в конкретных отраслях: промышленный контроль, энергетика, коммуникации. Это говорит о глубоком понимании потребностей рынка.
В будущем, думаю, будет больше синергии между разработкой софта для проектирования (типа отечественных CAD-систем) и аппаратными мощностями в Китае. Идеальная картина — когда заказчик в России вносит правку в цифровую модель, а система автоматически пересчитывает техпроцесс, управляющие программы и даже калькуляцию на другом конце цепочки. Отдельные элементы этого уже есть. Так что инновации здесь — это не взрыв, а постоянная эволюция, где каждый шаг проверяется практикой и экономическим смыслом. И наблюдать за этим изнутри, преодолевая неизбежные ошибки и открывая эффективные решения, по-прежнему самое интересное в этой работе.