
Кто главный покупатель китайских штамповочно-гибочных принадлежностей?
2026-01-29
Часто слышу этот вопрос, и многие сразу представляют себе огромные автомобильные или авиастроительные заводы, закупающие оборудование вагонами. Реальность, как обычно, куда прозаичнее и интереснее. Если отбросить теорию и посмотреть на фактические отгрузки и запросы, картина вырисовывается совсем другая. Попробую изложить, как видится это из цеха и от диспетчерского стола, без глянца.
Ожидание и реальность: кто кричит громче, а кто платит чаще
Когда мы только начинали работать с китайскими поставщиками оснастки — речь о пуансонах, матрицах, прижимах, направляющих для листогибов — казалось логичным искать крупных игроков. Обороты у них солидные, проекты масштабные. Но быстро выяснилась простая вещь: их процессы слишком забюрократизированы. Запрос на штамповочные принадлежности у них тонет в тендерах, утверждениях, испытаниях пробных партий. Деньги большие, но и цикл от запроса до оплаты может растянуться на полгода-год. Для небольшого или среднего производства это смерть.
А тем временем, телефон разрывается от звонков совсем других ребят. Это владельцы и технологи небольших цехов по металлообработке, которые сидят, условно, в Подмосковье, Питере, Екатеринбурге. У них стоит один-два гибочных центра, может быть, лазер или плазма. И вот они получают срочный заказ на партию корпусов для какого-нибудь телеком-оборудования или шкафов управления. И выясняется, что для гиба специфического профиля не хватает именно той самой матрицы под углом 30 градусов с радиусом 0.8 мм. Стандартный набор не подходит. Ждать месяц от европейского производителя — клиент уйдет. И тут они ищут, кто может оперативно и за вменяемые деньги поставить нужный инструмент. Вот здесь-то и выходят на сцену китайские производители.
Именно эти небольшие предприятия, работающие на коротком цикле ?заказ-производство-отгрузка?, и стали нашим основным покупателем. Их ключевые критерии: скорость (готовы платить за экспресс-доставку авиа), гибкость (сделать по эскизу, а не по ГОСТу) и, конечно, цена. Качество? Да, оно важно, но в определенном диапазоне. Для 90% их задач — изготовление корпусов, панелей, кронштейнов — китайская оснастка из хорошей стали (типа 42CrMo) отрабатывает свой ресурс полностью. Они это понимают и не требуют от нее вечности.
История одного заказа: как все работает на практике
Приведу пример из прошлого месяца. Звонит знакомый технолог из цеха, который делает шкафы для промышленной автоматизации. Нужен комплект пуансонов и матриц для гиба корпуса сервера с двойными стенками — сложный профиль, чтобы обеспечить и жесткость, и вентиляцию. Чертежи прислали в виде скриншотов из SolidWorks. Стандартным инструментом не возьмешь.
Раньше мы бы попытались найти готовое решение у европейских каталогов, потратили недели. Сейчас — сразу отправили запрос напрямую на завод в Нанкине, с которым работаем не первый год. Важный момент: не просто сбросили чертеж, а сразу обсудили по видео-звонку с их инженером нюансы: марку стали заготовки (важно для выбора зазора), планируемый тираж (около 2000 гибов), тип станка заказчика (ибо посадочные размеры бывают разные). Это та самая ?рабочая? коммуникация, которая экономит кучу времени потом.
Через три дня получили КД на согласование, через неделю — готовый инструмент на тестирование в Китае (прислали видео процесса гибки). Еще через две недели партия была уже в Москве. Весь цикл — около 25 дней. Для заказчика это означало не сорвать контракт. Вот эта скорость и закрытие нестандартной задачи — главная ценность. Кстати, конечным продуктом были как раз серверные шасси, очень востребованная сейчас история.
Тонкости и подводные камни: о чем не пишут в каталогах
Конечно, не все так гладко. Если просто открыть Alibaba и заказать первую попавшуюся оснастку, можно сильно обжечься. Первый и главный камень — термообработка. Китайские производители часто экономят на этом этапе. Инструмент может прийти с красивой полировкой, но твердость будет ?плавать? по длине пуансона. В итоге после 500 гибов появляется выработка, и профиль ?плывет?. Пришлось набить шишек, чтобы найти тех, кто контролирует этот процесс не на словах. Сейчас требуем протоколы проверки твердости с указанием точек замера.
Второй момент — геометрия. Особенно критично для длинных пуансонов (более 1 метра). Бывало, получали инструмент с незаметным глазу прогибом по оси. Установил его в станок — а гиб идет не по всей длине равномерно. Винишь станок, регулируешь, а дело в кривизне пуансона. Теперь для длинномеров всегда заказываем проверочный сертификат на прямолинейность.
И третий, самый ?живой? камень — логистика. Казалось бы, рутинная тема. Но именно здесь случаются самые большие задержки. Инструмент — товар тяжелый и часто нестандартной формы. Неправильно оформленные документы на таможне (код ТН ВЭД — отдельная песня) могут застопорить груз на 2-3 недели. Пришлось завести отдельного человека, который занимается только таможенным оформлением таких ?неудобных? грузов. Без этого сейчас никуда.
Роль специализированных производителей: почему важно смотреть глубже
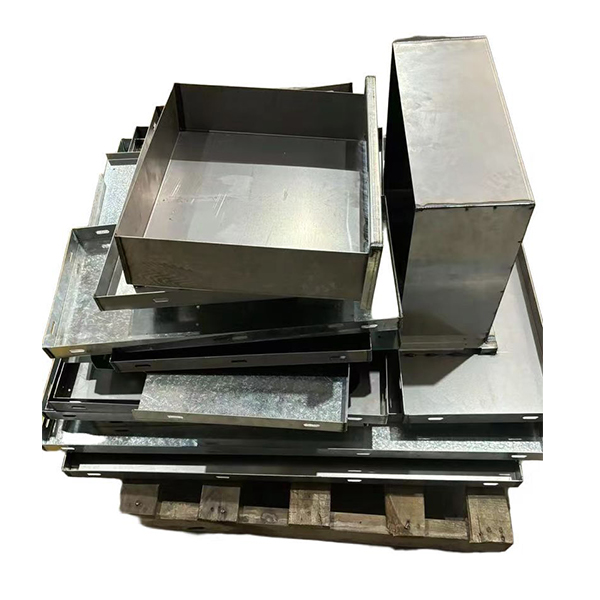
В контексте нашего разговора интересно посмотреть на компанию, которая сама является активным потребителем такой оснастки, но при этом выступает и как производственный хаб. Возьмем, к примеру, ООО Субанг Металлические изделия (Наньтун). Если зайти на их сайт subangmetal.ru, видно, что они как раз из той самой категории: специализируются на нестандартном проектировании и производстве из листового металла. Их продукты — те самые серверные шасси, сетевые шкафы, корпуса для промышленного управления.
Чтобы гибко и быстро выполнять такие заказы, им постоянно нужен разнообразный, часто нестандартный инструмент. Они — типичный главный покупатель в моем понимании. У них есть ЧПУ-станки, они понимают в технологиях, им нельзя ждать месяцами. Они заказывают оснастку партиями под конкретные проекты. И что важно, они часто выступают как тестовый полигон: если инструмент работает на их современном оборудовании с жесткими допусками, значит, его можно рекомендовать и другим.
Их работа — это как раз та самая ?прецизионная обработка?, для которой и нужны хорошие гибочные принадлежности. Когда они делают, скажем, шасси для телекоммуникационного оборудования, там каждый миллиметр и угол имеют значение для последующей сборки. Некачественный или неточный инструмент им просто не подходит — брак влетит в копеечку. Поэтому их выбор поставщика оснастки всегда взвешенный, но при этом ориентированный на оперативность.
Выводы, которые не являются выводами, а скорее наблюдениями
Так кто же главный? Если обобщить, это не огромный завод, а динамичное, относительно небольшое производство, живущее в условиях высокой конкуренции и коротких сроков. Оно ценит время выше максимального, но не всегда нужного, качества. Оно готово работать с рисками по геометрии и термообработке, но только если поставщик эти риски понимает и минимизирует.
Этот покупатель не ищет ?самое дешевое?. Он ищет оптимальное по цене, скорости и приемлемому качеству. Он давно перестал бояться ?сделано в Китае?, но научился четко формулировать техзадания и требовать отчеты. Он часто общается с поставщиками напрямую, минуя большие дистрибьюторские цепочки.
И последнее. Рынок меняется. Сегодняшний главный покупатель — это завтрашний производитель, который может начать заказывать оснастку уже для своих филиалов или дочерних производств в других странах. Поэтому строить отношения нужно не на разовой продаже, а на понимании его бизнес-процессов. Как это делаем мы, помогая закрывать срочные заказы на те же нестандартные шкафы. В этом, пожалуй, и есть весь секрет, если он вообще есть.